镀锌方管镀锌后喷塑附着力强,镀锌前要酸洗
 发布时间:2021-12-15 16:37:07
发布时间:2021-12-15 16:37:07
 浏览量:2301次
浏览量:2301次
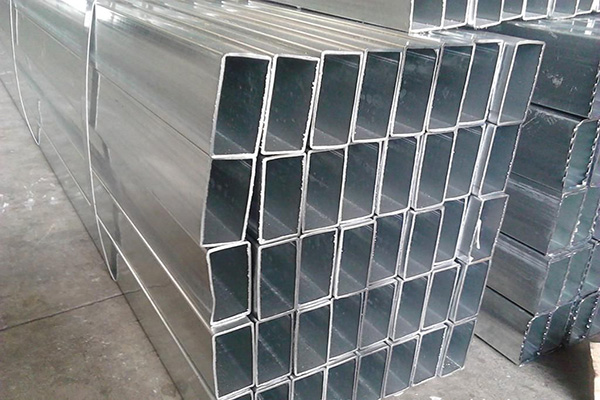
镀锌方管在喷塑前的工艺处理:除油.除锈.磷化.钝化,工件经过预处理后,工件表面不仅无油.锈.尘,而且产生一层均匀、粗糙的灰色磷化膜,不易锈蚀。
这个磷化膜不仅可以防锈,而且可以增加喷塑层的粘附力。热镀锌表面较为光滑,在没有进行喷塑前进行工艺处理的情况下,喷塑层极易起层。因此,还必须进行必要的表面处理。
电镀是防腐防锈的,喷塑前要做保护层,镀锌后喷塑附着力强,镀锌前要酸洗。除去表面杂质。镀锌层后的表面光洁填补了钢管很多凹凸不平的地方,还起到美观的作用。
喷涂:机械强度有效果.附着力.耐腐蚀.抗老化等方面优于喷漆工艺,成本也在相同效果下喷漆。
镀锌方管在喷塑前的工艺处理:除油.除锈.磷化.钝化,工件经过预处理后,工件表面不仅无油.锈.尘,而且产生一层均匀、粗糙的灰色磷化膜,不易锈蚀。这个磷化膜不仅可以防锈,而且可以增加喷塑层的粘附力。
热镀锌表面较为光滑,在没有进行喷塑前进行工艺处理的情况下,喷塑层极易起层。因此,还必须进行必要的表面处理。
镀锌方管壁厚允许偏差:
1.镀锌方管壁厚的允许偏差,当壁厚不大于10mm时,不得超过公称壁厚的正负百分之10,当壁厚大于10mm时,壁厚的正负百分之8就会出现。
2.镀锌方管一般交货长度是4000-12000mm,其中6000mm和12000mm占大多数。可提供不小于2000mm的短、非定尺的产品,也可采用接口管的形式交货,但在使用过程中需被切掉。短、非定尺产品的重量不超过总重的百分之5,对于理论重量大于20kg/m的方管,则不得超过总重的百分之10。
3.镀锌方管的弯曲度每米不能超过2mm,总弯曲度不得超过总长度的百分之0.2。
镀锌方管在生产过程中都需要用到一种产品来配合,那就是玻璃润滑剂,在使用玻璃润滑剂前都是与石墨配合生产的,因为当时市场上还没有这种产品,所以只能把石墨作为润滑剂使用,但每个人在长时间使用时都会发现一个问题,即石墨的热传导效率非常高,并且在绝热效果上也很差,这样会使工作中的模具温度变得很快,这样极易引起镀锌方管的磨损,这类产品不能用太久。因此,厂家一直在找一种能替代石墨的产品,即玻璃润滑剂。
现在在机械或建筑业,总要用一些非常好的材料,比如冷热镀锌方管就给人们带来了良好的效益。而且这两种材料都有各自的优点,各有其用途。例如,热镀锌的主要方法是有还原氧化、铅锌,还有干法和湿法。
所以冷镀锌只不同的是在清洗后,当然清洗时需要使用钢管酸,这样就是为了对管体表面进行活化,这样就是用不一样的方法,这样对于镀锌的质量来说,有了显着的提高。
实际应用中,通常采用干氧化还原法,其特点在于镀锌层是紧密光滑的,组织均匀,具有较好的耐腐蚀性,另外,化学性能也非常好。尤其在这一方面锌的消耗比较低,通常也就是百分之六十至七十五。方管镀锌工艺相当复杂。















 渝公网安备 50010702504717号
渝公网安备 50010702504717号