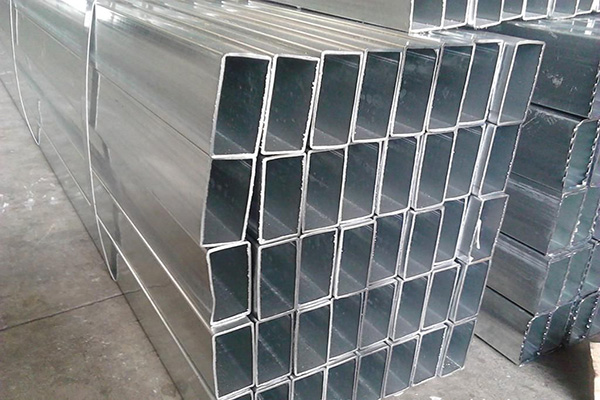
分析方矩管的八点工艺性能以及如何判断方矩管的质量?
 发布时间:2021-12-14 10:41:41
发布时间:2021-12-14 10:41:41
 浏览量:1109次
浏览量:1109次
分析方矩管的八点工艺性能。
(一)车削加工。
方矩管制造商表示,车削加工通常是指合金材料的车削功能,即经过处理后完全符合规范的难度。通常,管道的车削可锻性可以通过外观粗糙、切削速度和车刀磨损来评估。
锻性。
锻造是方矩管在接受锤锻、连续轧制、拉伸、挤出等加工工艺时,会改变外观而不开裂的功能。其实是合金材料塑性好坏的表现。合金材料塑性越高,弯曲变形抵抗力越小,锻造能力越高。锻造的好坏主要取决于合金材料的合金成分、内部结构、弯曲变形的工作温度、弯曲变形的速度和压力。
(三)热处理加工。
指合金材料或金属在固体范围内通过必要的加热、加热和冷却措施来改变合金材料或金属的内部结构并获得所需功能的技术工作。热处理是方矩管经过热处理后结构和功能变化的功能,涉及淬火、淬火、回火脆性等。
(四)锻造性。
涉及液体流动性、冷缩性和偏析趋势,液体流动性是合金填充铸模的功能。液体流动性越好,就越容易锻造薄而精致的管道。冷缩是管道凝结时的冷缩。冷缩越小,凝结时弯曲变形越小。偏析是指合金成分不均匀,偏析越明显,各部分功能不均匀,稳定性越小。
(五)焊接性。
在相应的架构和条件下,指方矩管通过通用焊接技术实现了预期质量规范的焊接接头功能。焊接通常根据焊接过程中裂缝敏感性和焊接区机械性能的变化进行分析。
(六)冲压。
是指管道经过冲压、弯曲、变形而无裂纹的功能。许多金属零件经过冲压。为了确定成品的质量和技术的顺利进展,用于冲压的板材和皮带必须具有标准的冲压功能。
(七)冷弯。
矩形管在室温下可接受弯曲变形而不分裂的功能,称为冷弯。裂缝前可接受的弯曲变形越大,其冷弯功能越好。
如何判断方矩管的质量?
在检测方矩管坯质量的过程中,我们可以从以下几个方面入手:
(1)方矩管坯外表面不允许有裂纹、疤痕、夹杂物、重叠折痕、开裂和耳朵。管坯端面不允许有缩孔、气囊、分层和尾孔。外表面允许有划痕、辊痕、凹陷和麻点。上限深度为:边长≤140mm时为2mm;边长≥200mm时为3mm,方坯外表面允许砂面上限深度为:边长≤140mm时为1mm;边长≥200mm时为2mm。
(2)方矩管坯应进行低倍组织结构检查。在酸浸低倍试片中,不得有小气泡、白点、裂纹、剥落、夹杂物和肉眼可见的收缩孔。
(3)管坯的规格尺寸和外观形状应采用适当的量具逐一测量。沿方矩管坯侧中心线测量二端表面之间的距离为实际长度。测量仪器应在距方坯末端不小于150mm的垂直方向测量方坯长度,并以其上限规格尺寸为边长值。
(4)允许清洁方矩管外表面的缺陷。清洁位置必须光滑无边角。清洁角度后的倾斜角度应小于45°。清洁深度不得超过边长的10%,清洁宽度不得小于清洁深度的5倍。
(5)应注意按批次进行检测和验收。压盖矩形管坯由相同品牌和截面尺寸的产品分批进行。此外,如果任何试验结果不符合规定要求,可以从同一批次中取出两倍的样品进行不符合标准的项目复检。复检结果显示,如果不符合标准,则批出货。















 渝公网安备 50010702504717号
渝公网安备 50010702504717号